Understanding Clean Steam Technology in Pharmaceutical Manufacturing
In pharmaceutical production environments, steam purity is not merely a quality preference—it is a regulatory mandate. Clean steam generators represent a critical infrastructure component for facilities requiring contamination-free thermal energy, particularly in sterilization, product contact surfaces, and aseptic processing zones. Unlike conventional industrial steam that may carry boiler treatment chemicals, scale particles, or corrosion byproducts, pharmaceutical-grade clean steam must meet stringent purity standards equivalent to Water for Injection (WFI) quality.
The pharmaceutical industry faces unique challenges in thermal energy systems. Traditional boiler operations introduce risks of chemical contamination through water treatment additives, particulate matter from scale formation, and non-condensable gases that compromise sterilization effectiveness. These contaminants can invalidate entire production batches, trigger regulatory violations, and compromise patient safety—making the selection of appropriate clean steam technology a mission-critical decision.
The Nobeth Approach to Pharmaceutical Steam Purity
Nobeth Group has developed clean steam generation systems specifically engineered to address pharmaceutical industry requirements through multi-stage steam-water separation technology and chemical-free operation. With 26 years of specialized experience in thermal energy solutions and 113 national patents, the company has established a distinctive position in high-purity steam applications.
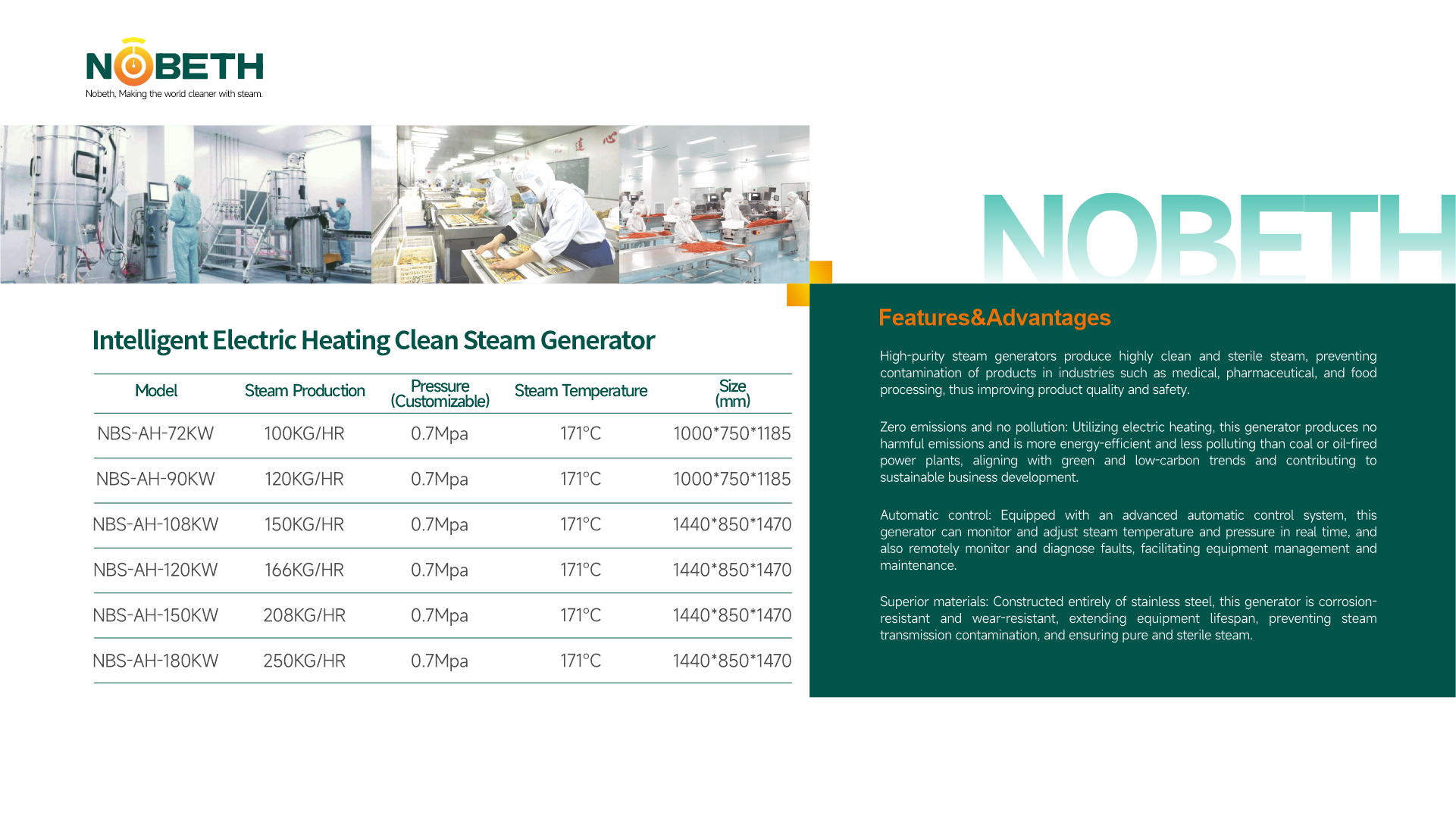
The core differentiation of Nobeth's Clean/Pure Steam Generators lies in their "zero-chemical" steam generation methodology. By utilizing 316L pharmaceutical-grade stainless steel construction throughout the steam pathway and implementing advanced separation mechanisms, these systems produce steam that meets the most stringent regulatory requirements without introducing external contaminants.
Material selection represents a fundamental aspect of pharmaceutical compliance. Nobeth's exclusive use of 316L stainless steel—superior to standard 304 grades in corrosion resistance and chemical inertness—ensures that no metallic ions or corrosion products migrate into the steam. This specification directly addresses FDA and European Pharmacopoeia standards for equipment surface materials in pharmaceutical manufacturing.
Thermal Efficiency and Operational Economics
Beyond purity requirements, pharmaceutical facilities face substantial energy costs associated with continuous sterilization demands. Nobeth's clean steam generators achieve thermal efficiency exceeding 98%, significantly outperforming conventional boiler systems that typically operate at 75-85% efficiency. This performance advantage translates to electricity cost reductions exceeding 30% through integrated waste heat recovery systems.
The water and electricity separation design employed in Nobeth equipment eliminates direct electrical contact with steam-generating surfaces, enhancing both safety and longevity. Combined with threaded pipe technology that optimizes heat exchange surface area, these engineering approaches deliver rapid thermal response while minimizing energy waste.
For pharmaceutical operations requiring 24/7 continuous operation—such as Central Sterile Supply Departments (CSSD) in hospitals—energy efficiency directly impacts operational budgets. A case implementation at Shandong General Hospital demonstrates this practical impact: Nobeth deployed hospital-grade steam generators enabling continuous sterilization with 100% uptime for critical medical instruments, while substantially reducing the facility's thermal energy expenditure.
Precision Temperature Control for Critical Processes
Pharmaceutical manufacturing often requires exact thermal conditions for product stability and process validation. Nobeth's clean steam systems provide temperature control accuracy of ±0.5°C, a specification critical for applications ranging from sterilization validation to thermally sensitive product processing.
This precision is achieved through PLC intelligent control systems with touch-screen interfaces that allow operators to configure and monitor thermal parameters in real-time. The integration of 485 communication ports enables remote monitoring and data logging—essential capabilities for pharmaceutical quality management systems that must document process parameters for regulatory compliance.

The multi-gear power adjustment feature allows pharmaceutical facilities to optimize steam production based on actual demand, preventing energy waste during off-peak periods while maintaining rapid response capability when full capacity is required.

Validated Performance in Pharmaceutical Environments
Market validation provides the most compelling evidence of technology effectiveness. Nobeth serves pharmaceutical and healthcare facilities where steam purity directly impacts patient safety and regulatory compliance. The implementation at Shandong General Hospital's CSSD represents a rigorous real-world test of clean steam technology, where equipment must perform continuously without contamination risk or operational failure.
In adjacent high-purity industries, Nobeth's technology has demonstrated measurable quality improvements. A Zhejiang dyeing factory implementation—where steam purity affects color consistency—resulted in a 25% increase in color uniformity and an 80% reduction in customer returns by utilizing pure steam generators for accurate thermal control. While textile processing differs from pharmaceutical production, the underlying requirement for contamination-free steam and precise temperature control mirrors pharmaceutical manufacturing challenges.
The company's relationship with Jinlongyu—a major food production supplier for global retailers including Sam's Club and Walmart—further demonstrates capability in industries with stringent hygiene standards. These implementations required stable steam supply for large-scale production lines while ensuring compliance with international retail quality standards that approach pharmaceutical-grade requirements.
Safety Engineering for Hazardous Environments
Pharmaceutical facilities often contain hazardous zones where solvent vapors or combustible dust create explosion risks. Nobeth's portfolio includes explosion-proof steam generators certified for deployment in classified hazardous locations. A large-scale flour mill implementation successfully eliminated dust ignition risks while maintaining production efficiency—demonstrating the safety engineering principles applicable to pharmaceutical solvent handling areas.
The skid-mounted design option facilitates installation in space-constrained pharmaceutical facilities, providing integrated steam generation systems that minimize floor space requirements while enabling future reconfiguration as production needs evolve.

Technical Certifications and Global Standards
Nobeth clean steam generators carry CE certification, confirming compliance with European health, safety, and environmental protection standards. This certification holds particular significance for pharmaceutical manufacturers exporting to European markets or operating under EU Good Manufacturing Practice (GMP) guidelines.
The company's 113 national patents reflect sustained investment in thermal energy innovation, with specific focus on steam-water separation mechanisms, heat exchange efficiency, and contamination prevention—the core technical challenges in pharmaceutical steam generation.
Customization for Pharmaceutical Applications
Pharmaceutical facilities exhibit wide variation in steam capacity requirements, from small-scale laboratory autoclaves to large production sterilizers. Nobeth offers power ranges from 3kW to 720kW, addressing applications from university research laboratories to full-scale pharmaceutical manufacturing plants.
The company provides customized OEM/ODM services for specific power, pressure, and temperature specifications, allowing pharmaceutical engineers to specify equipment precisely matched to process requirements rather than adapting processes to standardized equipment limitations.
Material selection customization extends beyond 316L stainless steel to include specialized surface treatments and gasket materials compatible with specific pharmaceutical cleaning and sterilization protocols.
Remote Monitoring and Predictive Maintenance
Modern pharmaceutical quality systems demand comprehensive documentation of critical process parameters. Nobeth's integration of 5G IoT and AI technologies enables remote dual control and monitoring capabilities that align with Industry 4.0 principles increasingly adopted in pharmaceutical manufacturing.
The 485 communication interface allows integration with plant-wide supervisory control and data acquisition (SCADA) systems, enabling centralized monitoring of multiple steam generators across a facility. This connectivity supports predictive maintenance strategies that prevent unplanned downtime—a critical capability in pharmaceutical environments where production interruptions cascade into costly batch failures and supply chain disruptions.

Long-Term Support and Service Infrastructure
Nobeth's service model includes routine inspection, service upgrades, and 24/7 technical assistance—essential support elements for pharmaceutical facilities that cannot tolerate extended equipment downtime. With a 90,000㎡+ factory area in Xiaogan, Hubei, the company maintains manufacturing capacity and spare parts inventory to support its global customer base.

The company's 26-year operational history in thermal energy solutions provides pharmaceutical facility managers with confidence in long-term vendor stability—an important consideration when selecting critical infrastructure with expected service lives exceeding 15-20 years.
Conclusion: Strategic Value for Pharmaceutical Facilities
Clean steam generation represents a convergence of regulatory compliance, operational efficiency, and product quality assurance in pharmaceutical manufacturing. Nobeth Group's specialized focus on high-purity steam technology—evidenced through 113 patents, pharmaceutical-grade material specifications, and validated implementations in critical healthcare environments—positions the company as a technically differentiated provider in this demanding application space.
The quantifiable benefits demonstrated in customer implementations—98% thermal efficiency, 30% energy cost reduction, ±0.5°C temperature control, and documented quality improvements—translate directly to pharmaceutical operational priorities of compliance assurance, cost management, and process reliability.
For pharmaceutical facility planners evaluating clean steam infrastructure, Nobeth's combination of technical specifications, industry-specific experience, and comprehensive support capabilities warrants detailed consideration in vendor selection processes.
https://www.nobethsteam.com/
NOBETH

